Kirjoittaja:
John Pratt
Luomispäivä:
17 Tammikuu 2021
Päivityspäivä:
17 Saattaa 2024

Sisältö
TIG-hitsaus (volframinertti kaasu) käyttää volframelektrodia metallin lämmittämiseen, kun taas argonkaasu suojaa hitsausta epäpuhtauksilta. Tämä tekniikka tuottaa puhtaan ja laadukkaan hitsin useimmissa metalleissa, mukaan lukien teräs, ruostumaton teräs, kromi-molybdeeniteräs, alumiini, teräslejeeringit, joissa on nikkeli, magnesium, kupari, messinki, pronssi ja kulta. Käynnistä TIG-hitsauslaite ja käytä seuraavia vaiheita.
Askeleet
Tapa 1/3: TIG-hitsauslaitteen asentaminen
Laita turvavarusteet päälle. Ennen hitsauskoneiden käyttöä muista käyttää suojalaseja, paloa hidastavia vaatteita ja silmäsuojaimilla varustettua hitsausmaskia.
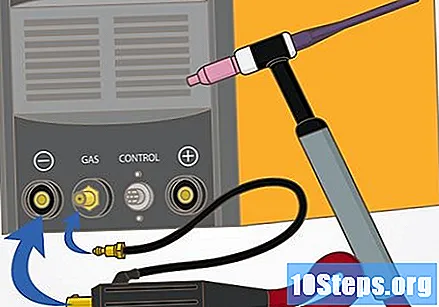
Kytke TIG-taskulamppu. Kaikissa TIG-taskulamppuissa on keraaminen suutin argonin ohjaamiseksi, kupariholkki elektrodin pitämiseksi ja jäähdytysjärjestelmä. Kytke poltin hitsauslaitteen etuosaan lisävarustepakkauksen adapterilla.
Kytke poljin koneeseen. Poljinta käytetään hitsauslämpötilan säätämiseen.
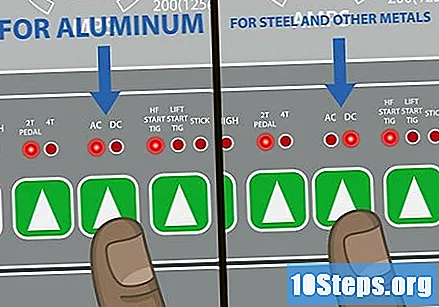
Valitse polarisaatio. Tämä riippuu hitsaamasi materiaalin tyypistä. Jos haluat hitsata alumiinia, aseta hitsauskoneen polarisaatio vaihtovirtaan (AC). Jos kuitenkin aiot hitsata muita materiaaleja, aseta hitsauslaite tasavirta-negatiiviseen elektrodiin (DCEN).- Jos koneella on mahdollisuus muuttaa taajuutta, joitain säätöjä tarvitaan hitsausmateriaalin mukaan. Alumiinia varten koneen on pysyttävä korkealla taajuudella koko hitsausprosessin ajan. Teräksen tapauksessa taajuuden tulisi olla korkea vain hitsin alussa.
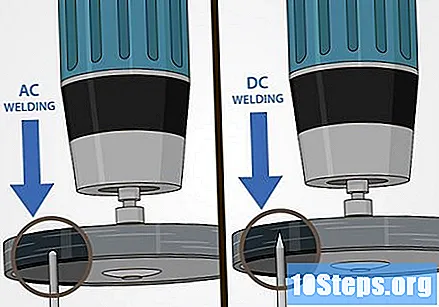
Teroita volframi. Hitsattavan metallin paksuus ja sähkövirta ovat tekijöitä, jotka määräävät volframitankojen halkaisijan. Teroita säteittäisessä suunnassa volframin kehää pitkin, ei suoraan päitä kohti.- Teroita volframelektrodi hiomakoneella. Teroita elektrodi siten, että kärki on samaan suuntaan kuin hiomakierron kierto.
- Kun hitsaat vaihtovirralla, jätä volframi pyöristetyksi; Kun käytät tasavirtaa, jätä se terävällä pisteellä.
- Jos aiot suorittaa fileehitsauksen, teroita elektrodi siten, että sen ohut kärki on viidestä kuuteen millimetriä.
Määritä kaasuvirtaus. Käytä juottamiseen puhdasta argonia tai seosta, kuten argon ja helium. Poista muovikansi.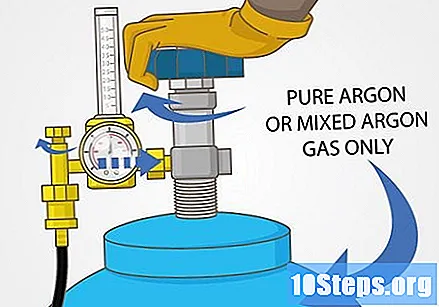
- Avaa ja sulje kaasuventtiili putken putkien poistamiseksi.
- Kiinnitä kaasusäädin ja kierrä mutteria kiertämällä säädintä; tee tätä, kunnes säädin on kiinnitetty kunnolla.
- Kiristä säädin ruuviavaimella; varmista, että säätöventtiili on täysin auki.
- Liitä kaasuletku ja virtausmittari, avaa sitten sylinterin venttiili. Kun avaat venttiiliä, tee se varovasti avaamalla se vähitellen. Neljänneskierros aukko on yleensä riittävä.
- Tarkista mahdolliset vuodot putkea pitkin; etsi vuotokohina tai käytä vuotojen havaitsemissuihketta.
- Säädä kaasuvirtaus säätöventtiilin läpi. Kaasun virtaus vaihtelee projektin mukaan; monet käyttävät virtausta välillä 4–12 litraa minuutissa.
Määritä ampeeri. Ampeerin avulla voit säätää ohjausta, joka sinulla on hitsausprosessin aikana.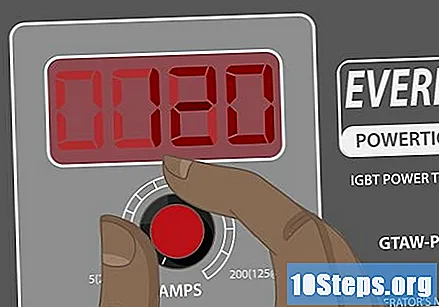
- Mitä paksumpi hitsattava metalli on, sitä suurempi on ampeeri.
- Mitä koordinoidummin olet polkimen kanssa, sitä korkeammalle virrankulutus on mahdollista.
- Tässä on joitain tavanomaisia mittasuhteita, materiaalin paksuus x virta: 1,6 mm, välillä 30 - 120 ampeeria; 2,4 mm, välillä 80 - 240 ampeeria; 3,2 mm, välillä 200 - 380 ampeeria.
Menetelmä 2/3: metallin hitsaus
Puhdista hitsattava metalli. Pinta on puhdistettava liasta.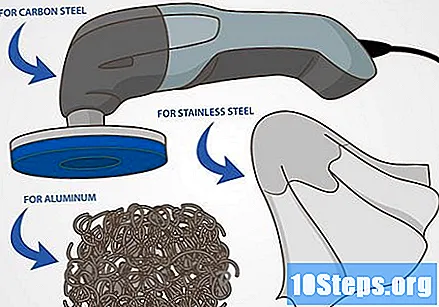
- Jos työskentelet hiiliteräksen kanssa, pidä materiaali puhtaana hiomalaikalla.
- Alumiinille on parasta ohittaa ruostumattomasta teräksestä valmistettu harja.
- Ruostumattomasta teräksestä puhdista hitsausalue liinalla kankaalla. Säilytä liuotin ja muut kemikaalit turvallisella alueella ennen hitsauksen aloittamista.
Aseta volframi pistorasiaan. Löysää elektrodipuristimen takaosaa, aseta volframelektrodi ja kiinnitä takaosa uudelleen. On mahdollista, että elektrodi on vähintään 6 mm päässä puristimesta.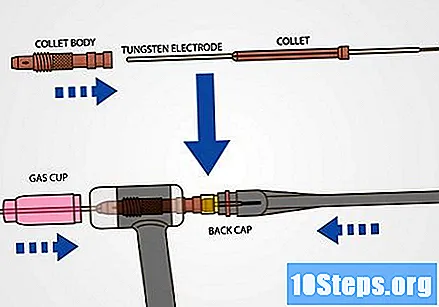
Liitä pohjalliset osat. Liitä osat käyttämällä C-kiinnikettä tai rauta neliötä.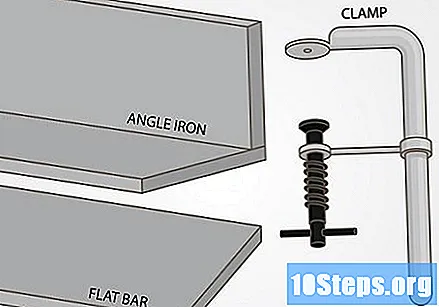
Yhdistä kappaleet juotos tippujen avulla. Tämä auttaa pitämään osat yhdessä, kun suoritat viimeisen hitsin. Jätä muutama tuuma hitsauspisaroiden väliin.
Pidä TIG-taskulamppu kiinni. Pidä sitä 75 asteen kulmassa ja hieman yli 6 mm päässä osasta.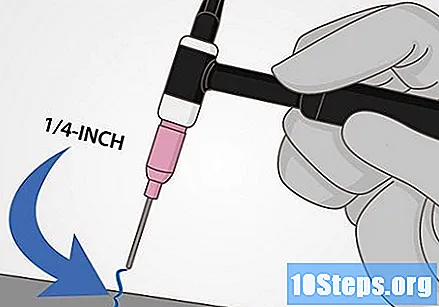
- Älä anna volframin koskea hitsausaltaaseen, muuten se saastuttaa materiaalin.
Harjoittele lämpötilan säätöä polkimien avulla. Hitsausaltaan tulee olla 6 mm leveä. On tärkeätä pitää hitsausallas vakiona, jotta hitsauslinja on tasainen.
Pidä juotosaineen täyttösauvaa toisella kädellä. Pidä sitä 15 asteen kulmassa osaan nähden.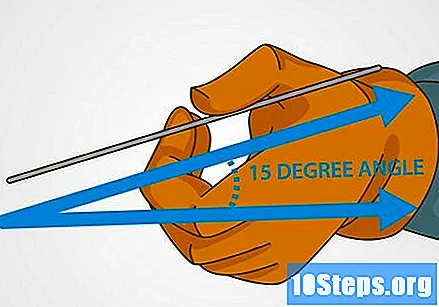
Lämmitä epäjaloa metallia TIG-taskulampulla. Sähkökaarin lämpötila luo sulan metallin lätäkön. Hitsaus tapahtuu tässä lätäkkössä.
- Kun hitsausallas ympäröi kahta metalliosaa, lisää täyteainetta vähitellen agglutinaation välttämiseksi.
- Täyttösauva luo vahvistetun kerroksen hitsillesi.
Siirrä hitsausallasta haluttuun suuntaan hitsauskaaria käyttämällä. Toisin kuin MIG-hitsauksessa, jossa vie hitsausallas siihen, mihin poltin osoittaa, työnnä TIG-hitsauksessa lämminlamppu vastakkaiseen suuntaan.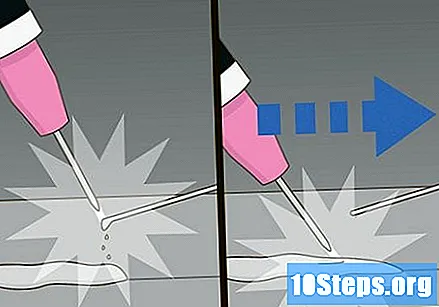
- Kuvittele suorittamasi liike kuvittele vasenkätinen henkilö kynän avulla. Vaikka oikeakätinen henkilö kirjoittaisi vetämällä kynää, kulmaan oikealle (kuten MIG-hitsaus), vasenkätinen kallistaa kynää vasemmalle, mutta veti silti kynää oikealle.
- Jatka hitsausaltaan etenemistä, kunnes koko haluttu alue on hitsattu. Siellä teit TIG-hitsauksen!
Menetelmä 3/3: Hitsaustyyppien oppiminen
Kokeile fileehitsausta. Noudata tIG-hitsaussääntöjä valmistettaessa fileehitsausta. Tämän tyyppinen hitsaus koostuu kahden metallin yhdistämisestä tietyssä kulmassa. Kappaleiden välisen kulman tulisi olla välillä 45-90 astetta; hitsauksen suorittamiseksi luo hitsauslaatti nurkassa kappaleiden väliin. Fileehitsin tulisi näyttää kolmiolta, kun sitä tarkastellaan sivulta (tai leikkausnäkymältä).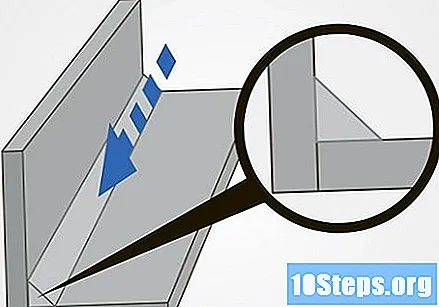
Päällekkäinen hitsaus. Jätä yksi pala päällekkäin toisen kanssa, luo sitten hitsausallas, jossa kappaleet kohtaavat. Kun kaksi metalliosaa sulautuvat yhteen, lisää täyteaine vaahtoon.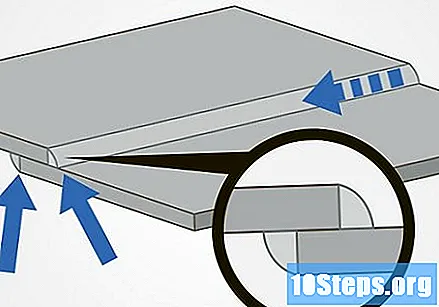
Tee T-hitsaus kahdella kappaleella. Kallista taskulaitetta pisteeseen, jossa se lämmittää hitsausaluetta suoraan. Pidä lyhyt kaari, kun ojennat elektrodia ulos keraamisesta kartiosta. Aseta täyttötanko kohtaan, jossa kaksi osaa kohtaavat.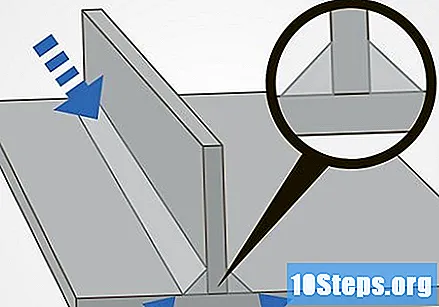
Kulmahitsit. Aloita hitsaus kohdasta, jossa nämä kaksi kappaletta kohtaavat. Pidä hitsausallas kahden kappaleen risteyksessä. Tarvitset huomattavan määrän täyteainetta kulmahitsin suorittamiseen, koska osat eivät ole päällekkäisiä.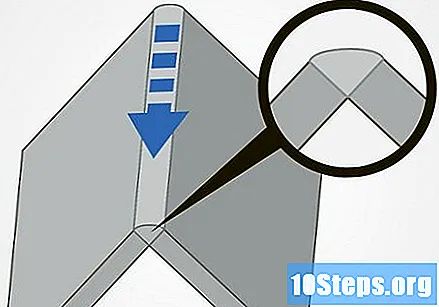
Luo taginahitsaus. Luo hitsausallas kahden metallikappaleen väliseen risteykseen. Tämän tyyppinen hitsaus on vaikeampaa, koska osat eivät ole päällekkäin. Kun olet lopettanut kappaleiden yhdistämisen, laske hitsauskoneketju täyttääksesi muodostuvan kraatterin.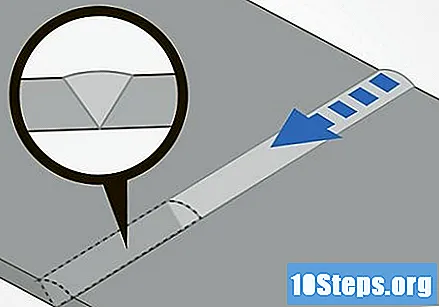
varoitukset
- Älä käytä TIG-hitsauksessa CO2-sekoitettua argonia. CO2 on aktiivinen kaasu, joka tuhoaa volframelektrodin.
- Käytä hitsaukseen sopivaa hitsausnaamaria, jonka näyttö on tummennettu.
- Käytä kuivia, eristäviä käsineitä ennen hitsauskoneen käynnistämistä.
- Käytä hitsausmaskin alla suojalaseja, joissa on sivusuoja.
- Käytä hitsauskonetta käytettäessä vahvistettuja palonkestäviä vaatteita ja saappaita.
vinkkejä
- Jos hitsattava metalli on puhdasta, hitsauksen aikana ei muodostu kipinöitä.
- TIG-hitsaus voidaan tehdä kaikissa asennoissa, joko vaaka-, pystysuunnassa ja jopa pään yläpuolella.
- TIG-hitsauksen salaisuus on hitsausallas, joka on muodostettu sekä lisäaineesta että hitsattavasta metallista.
- TIG-hitsaus ei tuota savua tai höyryä. Jos hitsauksen aikana ilmaantuu savua tai höyryä, se on merkki siitä, että hitsattava metalli on puhdistettava paremmin.
- TIG-hitsauksessa ei ole kuonaa; siksi näkymääsi hitsausaltaaseen ei haittaa.
- Jos kaasusäiliö on lähellä loppua, lisää argonin virtausta, koska kaasuseos ei ole niin puhdas säiliön päässä.


